 010-61446422010-61446422
010-61446422010-61446422
壓電陶瓷:ZJ-3精密D33測試儀 材料與成型工藝的多樣化探索
資料整理:北京精科智創科技發展有限公司
關鍵詞:精密D33測試,PZT,極化,電滯回線
壓電陶瓷,作為電子陶瓷的關鍵分支,是一種能實現機械能與電能相互轉換的功能性陶瓷材料。其獨特的正逆壓電效應,使得它在壓電傳感器、驅動器、超聲換能器、壓電蜂鳴器和濾波器等多個領域中發揮著重要作用。目前,壓電陶瓷主要采用鋯鈦酸鉛(PZT)、鈮鎂酸鉛等固溶體為原料,這些材料雖然具有顯著的脆性,但通過干壓法、等靜壓法、軋膜法、流延法等成型工藝,可以簡單制備出片狀壓電陶瓷。目前市場市場上主流且可靠的儀器:ZJ-3型精密D33測試儀(由中國科學院&精科智創,功能D31塊體夾具,D15塊體夾具,D15圓管夾具,D31塊體夾具,薄膜拉伸夾具(新增功能),共面電極功能(新增))PZT-JH10/4型壓電極化裝置(10KV,4通道),PZT-JH30/1型壓電復合極化裝置(薄膜+塊體+空氣+硅油),FE-5000型鐵電測試儀(薄膜+塊體+變溫+探針臺),JKZC-03A型壓電阻抗分析儀,這些成套設備組成。
然而,隨著器件性能和實際應用的不斷進步,壓電陶瓷的結構設計變得愈發復雜與精密,常規的成型方法已難以滿足這些新需求。因此,如何有效制備具有復雜結構的壓電陶瓷,成為了當前科研人員共同關注的焦點。

1. 壓電陶瓷的原理與制備流程
壓電陶瓷的壓電效應源于陶瓷晶體的電荷分布差異與電極的導電性。在自然狀態下,陶瓷晶體呈現電性中性。然而,當壓電陶瓷受到機械應力或壓力作用時,其晶體結構會發生微小畸變,導致正負電荷分布不均,進而產生電場。這一電場隨后被電極有效收集,并供外部電路使用。因此,陶瓷晶體與電極可視為壓電陶瓷的核心組件。其制備過程涵蓋陶瓷胚體的制作、燒結、電極涂抹以及極化處理四個關鍵步驟。
2. 壓電效應的原理
壓電效應是壓電陶瓷的核心原理。當壓電陶瓷受到外力作用,如機械應力或壓力,其晶體結構會發生微小變形,導致正負電荷在晶體中重新分布,從而產生電場。這一電場可以被電極有效捕捉并輸出到外部電路中,實現能量的轉換與利用。
★采用關鍵測試裝置:
目前我們國家對材料測試越來越重視,很多單位及科研院校對產品甄別出現很大問題,但是真正測試材料需要選擇一款精準可靠的測試產品,這樣對自己的測試成果及研究會帶來很大的作用,對我們的生產帶來極大的指導性作用。
ZJ-3型壓電測試儀(靜壓電系數d33測量儀),PVDF壓電薄膜測試儀
關鍵詞:壓電,陶瓷材料,高分子,d33/d15

一、產品介紹:
ZJ-3型壓電測試儀(靜壓電系數d33測量儀)是為測量壓電材料的d33常數而設計的專用儀器,它可用來測量具有大壓電常數的壓電陶瓷,小壓電常數的壓電單晶及壓電高分子材料。此外,也可測量任意取向壓電單晶以及某些壓電器件的等效壓電d’33常數,儀器測量范圍寬,分辨率細,可靠性高,操作簡單,對試樣大小及形狀無特殊要求,圓片、圓環、圓管、方塊、長條、柱形及半球殼等均可測量,測量結果和極性在三位半數字面板表上直接顯示。ZJ-3型增加了對被測元件的放電保護、放電提示以及被測波形輸出等功能,使得儀器在測量未放電(尤其是較大尺寸)的壓電元件時具備了高電壓放電提示及保護功能,本儀器是從事壓電材料及壓電元件生產、應用與研究部門的儀器。
二、主要應用領域:無損檢測超聲檢測,醫療超聲檢測,航空航天,石油天然器,汽車物聯網,工業,消費者程序等。
三、參考標準:
GB3389.4-82《壓電陶瓷材料性能測試方法 縱向壓電應變常數d33的靜態測試》
GB/T3389.5-1995《壓電陶瓷材料性能測試方法 圓片厚度伸縮振動模式》
GB000?Tj1.1/T3389.4-1982《壓電陶瓷材料性能測試方法 柱體縱向長度伸縮振動模式》
GB/T 3389.7-1986《壓電陶瓷材料性能測試方法 強場介電性能的測試》
GB/T3389.8-1986《壓電陶瓷材料性能測試方法 熱釋電系數的測試》
四、產品主要功能:
﹡測量塊體壓電材料的d33常數
﹡測量具有大壓電常數的壓電陶瓷
﹡測量小壓電常數的壓電單晶及壓電高分子材料
﹡測量任意取向壓電單晶以及某些壓電器件的等效壓電d’33常數
﹡測量薄膜材料即PVDF等薄膜材料d33常數
五、主要技術指標
d33測量范圍:
★ ×1擋:10到2000pC/N,20 至4000pC/N,可以升級到10000PC/N.
★×0.1擋: 1到200pC/N,2 至400pC/N。
★可以配套PZT-JH10/4/8/12型壓電極化裝置使用
★可以配套ZJ-D33-YP15壓電壓片機使用
誤差:×1擋:±2%±1個數字,當d33在100到4000pC/N;
D31塊體夾具,D15塊體夾具,D15圓管夾具,D31塊體夾具,薄膜拉伸夾具(新增功能),共面電極功能(新增)
★計量標定標準樣尺寸:18mm*0.8mm,老化時間:2-3年(評判壓電測試儀準確性能的重要依據之一)
±5%±1個數字,當d33在10到200pC/N;
×0.1擋:±2%±1個數字,(當d33在10到200pC/N)
±5%±1個數字,當d33在10到20pC/N。
分辨率: ×1擋:1 pC/N;×0.1擋:0.1 pC/N。
尺寸:施力裝置:Φ110×140mm;儀器本體:240×200×80mm。
重量:施力裝置:約4公斤;
儀器本體:2公斤。
電源:220伏,50赫,20瓦。
★補充參數:
| 頻帶寬度 | DC~7MHz |
| Y偏轉系數 | 10mV/div~5V/div, 分9檔 |
| X偏轉系數 | 0.2μS/div~0.1S/div, 分18檔 |
| X擴展 | ×2 |
| 觸發源 | 內、外、電視場 |
| 同步方式 | 自動、觸發 |
| 有效顯示面 | 6div×10div(1div=0.6cm) |
| 使用電源 | AC 220V/50Hz |
| 外形尺寸 | 240B×100H×300Dmm |
3. 胚體制備
胚體的制備是壓電陶瓷生產的關鍵環節。在原料選擇上,目前主要采用鋯鈦酸鉛(PZT)體系,同時還有鈦酸鋇基(BTO)、鈦酸鉍鈉基(NBT)、鈮酸鉀鈉基(KNN)等無鉛體系可供選擇。這些體系內的原料配比可以根據實際需求進行靈活調整,以確保最終產品的性能滿足要求。完成原料配比后,需將其制成均勻細膩的漿料,再通過適當的成型工藝,將漿料塑造成所需形狀的陶瓷胚體。
4、燒結
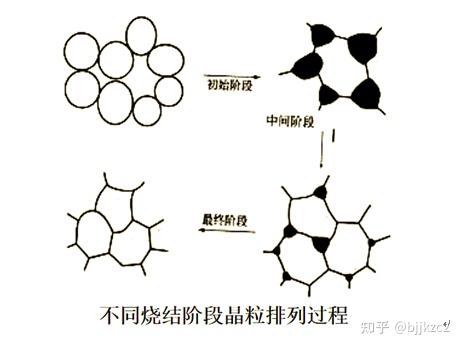
燒結是壓電陶瓷生產中的又一重要環節。它涉及顆粒的重排與靠近,旨在促進材料的致密化及晶粒的生長。若燒結溫度過高,可能導致陶瓷晶粒異常長大或組織結構不均,反之,燒結溫度過低則會影響晶粒的發育。這些因素均會對壓電陶瓷元件的壓電性能和機械性能產生不良影響。
初期階段(顆粒結合階段,1050℃以前)
中期階段(品粒生長階段,1050-1200℃)
最終階段(晶粒校正階段,1200℃最佳燒結溫度)
5、上電極制作
在壓電陶瓷的生產過程中,上電極的制造是一個的步驟。這涉及到在陶瓷表面覆蓋一層導電材料,通常選用Cu、Ag、Ni、Au等金屬,通過燒滲、化學沉積或真空鍍膜等技術實現。這一環節對于確保壓電陶瓷元件具有優良的導電性和性能至關重要。
6、極化處理
在壓電陶瓷的生產流程中,極化是一個關鍵的步驟。盡管陶瓷內部的晶粒具有自發極化特性,即鐵電性,但其自發極化電疇的取向是隨機的,導致宏觀上并不顯現出極化強度。因此,在壓電陶瓷元件制作完成后,必須經過極化處理才能展現出壓電效應。這一過程是通過施加高壓直流電場來實現的,電場作用使得電疇沿特定方向定向排列。值得注意的是,即便在電場去除后,這種定向排列的狀態仍能得到大部分保留,從而賦予陶瓷壓電效應。

★采用關鍵極化裝置:
PZT-JH10/4高溫壓電陶瓷極化裝置(10KV以下壓電陶瓷同時極化1-4片)
關鍵詞:壓電極化,壓電陶瓷材料,1-4片
PZT-JH10/4高壓壓電極化裝置主要用于10KV以下壓電陶瓷或其它壓電材料的極化處理,廣泛應用于高校及從事壓電材料研究或生產的科研及生產單位。
主要特點:
1. 能夠同時極化1-4片試樣
2. 提供三套測試夾具(可以測試粉末,單樣品,及薄的壓電陶瓷片)
2. 安全可靠,溫度補償快、恒溫精度高
3. 每路當漏電流超過規定值時,都具有切斷保護功能,不影響其它樣片的極化,其它回路可按正常極化時間完成極化。
4. 任意夾持樣品尺寸為3-40mm片方型或是圓型試樣
7、工作電源:AC220V 50/60HZ
8、額定功率:2.0kw
9、壓電材料極化或耐壓測試:DC:0-10KV(±5%+2個字)連續可調
10、總電流:10mA
11、每路切斷電流:0.5mA
12、加熱時間:可以自動設定
13、加熱元件:優質電阻絲
14、1次測試試樣數量:可加載1-4片試樣
15、額定溫度:≤180℃
16、最高溫度:200℃
17、控溫方式:智能化恒溫控制(進口表),多段程序可控
18、樣片:樣品尺寸為3-40mm片方型或是圓型試樣
19、外形尺寸 : 875*470*400(mm)
20、★極化探頭:優質銅電極(0.2mm)
21、★標準極化樣品:8片(10mm*1.5mm)
21、★配套設備裝置:能夠配合ZJ-3和ZJ-6壓電測試儀進行測量
22、★配套設備裝置:可以配置10MM,20MM,30MM,40MM壓片夾具
1、極化前后電疇取向的變化
在壓電陶瓷的極化過程中,電疇的取向發生了顯著變化。未經極化的陶瓷,其自發極化電疇的取向是隨機的,導致宏觀上并不顯現出極化強度。然而,經過高壓直流電場的處理后,電疇沿特定方向發生了定向排列。盡管在電場去除后,這種定向排列的狀態仍能得到大部分保留,從而賦予陶瓷壓電效應。這一變化對于壓電陶瓷的性能和功能至關重要。
★材料測試的關鍵設備
FE-5000型鐵電測試儀
關鍵詞:電滯回線 ,鐵電測試儀,電壓,頻率 ,電致應變,蝴蝶曲線

一、產品介紹:
FE-5000型鐵電測試儀是一款高量程款的鐵電性能材料測試裝置,這款設備可以適用于鐵電薄膜、鐵電體材料(既可塊體材料)的電性能測量,可測量鐵電薄膜電滯回線、可測出具有非對稱電滯回線鐵電薄膜值。可以進行電致應變測試,可以蝴蝶曲線功能,設備還可以擴展高溫電阻,高溫介電,電容-電壓曲線,TSC/TSDC等功能。本儀器是從事壓電材料及壓電元件生產、應用與研究部門的重要設備之一,已經在各大高校和科研院所廣泛使用。
二、主要技術指標:
1、輸出信號電壓::±10 kV可擴展電致應蝴蝶曲線功能
2、溫度;室溫-200℃,控溫精度:±1℃
3、控制施加頻率0.01到1KHz(陶瓷、單晶,薄膜)PC端軟件控制自定義設置;
4、控制輸出電流0到±50mA連續可調,PC端軟件控制自定義設置。
5、動態電滯回線測試頻率范圍 0.01Hz-5kHz
7、最小脈寬保持時間為20us;最小上升沿時間為10us;
8、疲勞測試頻率500kHz(振幅10 Vpp,負載電容1 nF);使用高壓放大器后疲勞頻率最高5kHz;
9、測試速度:測量時間《5秒/樣品•溫度點
10、樣品規格:塊體材料尺寸:直徑2-100mm,厚度0.1-10mm
11、主要功能: 動態電滯回線DHM,靜態電滯回線SHM,I-V特性,脈沖PUND,疲勞Fatigue,電擊穿強度BDM,漏電流LM,電流-偏壓,保持力RM,
10. 電荷解析度不小于10 mC;
漏電流測量范圍:1pA~ 20 mA,分辨率不低于0.1pA;
12、控制方式:計算機實時控制、實時顯示、實時數據計算、分析與存儲
13、軟件采集:自動采集軟件,分析可以兼容其他相關主流軟件。
14、測試精度:±0.05%
15、內置電壓:±20V
可增模塊:
印跡印痕IM
變溫測試THM
POM 模塊實現極化測量功能
CVM模塊實現小信號電容測試,獲得C-V曲線
PZM模塊實現壓電特性測試
DPM模塊測試介電性能
RTM模塊測試電阻/電阻率性能
CCDM模塊實現電容充放電測試。
7. 復雜結構的壓電陶瓷制備技術
在多維度運動和集成應用中,如柔性機器人和夾持裝置,復雜結構的壓電陶瓷發揮著的作用。這類陶瓷展現出多方向的壓電效應,從而實現對位置和力的精確控制。其非均勻分布的厚度、電場或機械應力,以及集成的聲學、機械、電學和光學等多功能特性,使得它在聲學透鏡、波導和諧振腔等特殊場景中大放異彩。此外,在需要適應曲面或緊密貼合的應用中,例如身體傳感器、生物醫學設備和可穿戴技術,復雜結構的壓電陶瓷也得到了廣泛應用。

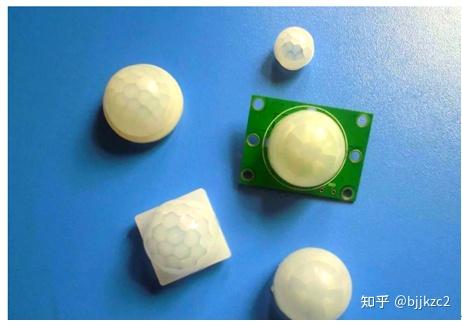

1.柔性機器人、聲學透鏡、人體傳感器
在制備具有復雜結構的壓電陶瓷時,胚體制備環節的成型階段確實面臨不小的挑戰。傳統的成型工藝,如干壓成型、等靜壓成型和流延成型,主要適用于結構簡單的壓電陶瓷。然而,隨著技術的不斷進步,一些創新的成型方法,例如無模成型(增材制造)技術、凝膠注模成型以及注射成型等,已成功應用于復雜結構壓電陶瓷的制備。這些新工藝的引入,極大地推動了柔性機器人、聲學透鏡以及人體傳感器等領域的發展。
8. 無模成型技術
壓電陶瓷的無模成型技術,亦被稱為增材制造,是當前市場上精度頗高的成型方法。它主要依賴于三維建模后逐層累積或固化材料來構造所需物體,不僅成型效率高,更無需使用模具,從而靈活滿足個性化、整體化和復雜化的制造要求。
9. 直寫成型技術(DIW)
直寫成型技術,作為增材制造的一種,通過直寫噴頭將配置好的陶瓷漿料逐層擠出并沉積,從而形成胚體。這種技術對環境要求不高,設備也相對簡單,噴頭通常由氣體或機械裝置驅動,無需激光、加熱或紫外線等額外條件。因此,它具有低成本、高固含量和高致密度等顯著優點,非常適合制備具有大跨度和懸垂結構的壓電陶瓷。實際上,直寫成型技術已成為壓電陶瓷制備中的增材制造方法。然而,由于DIW技術無法實現支撐設計,因此所使用的漿料必須具備良好的粘彈性,以確保在噴嘴的剪切作用下能夠形成連續且無斷點的長絲,從而維持結構的完整性。
墨水直寫成型PZT陶瓷燒結件展示
通過直寫成型技術,利用墨水狀陶瓷漿料,成功制備出PZT陶瓷燒結件。這一技術不僅降低了成本,還提高了生產效率,為壓電陶瓷的制備提供了新的思路。
10. 噴墨打印成型技術(LJP)
噴墨打印成型技術通過將陶瓷墨水逐層噴射到載體上,實現快速成型。這一過程中,陶瓷粉末、粘結劑及其他有機添加物的混合配制至關重要,直接影響墨水的物理性質,如黏度、表面張力、導電率等。此外,較高的固含量和干燥速率也是確保成型質量的關鍵。該技術以其低成本和簡單工藝受到青睞,但主要適用于小型壓電陶瓷構件的制備,且與直寫成型技術一樣,無法設計支撐結構,從而限制了其打印復雜構件和結構可控性的能力。
11. 光固化技術
光固化成型技術涉及將陶瓷粉料與可固化的光敏樹脂混合,然后通過部分UV掃描進行固化。該技術可分為立體微光刻技術(SLA)和數字光處理技術(DLP),后者是后來發展的技術,其漿料固化在上一成型層與料缸底部之間的狹小區域內,這有效避免了SLA中刮刀重涂帶來的高粘度漿料剪切力對成型件的破壞,并允許更精確地控制切片高度。然而,受限于成型缸的尺寸,目前該技術還無法用于制備大尺寸壓電陶瓷構件。
光固化成型技術的優勢在于其短的生產周期、出色的原型表面質量以及可實現的自動化生產。但同時也面臨一些挑戰,如原型可能出現的翹曲變形、相對較高的成本,以及光敏樹脂的微毒性問題。

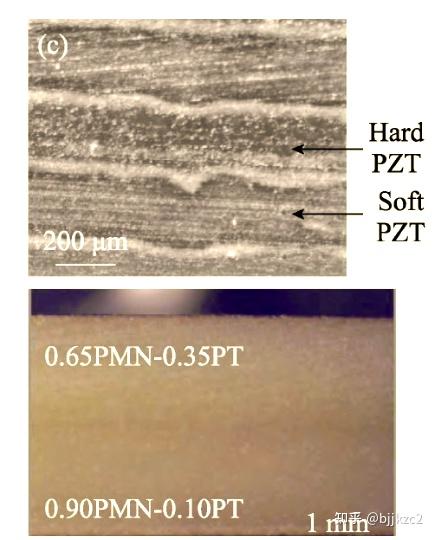
1.數字光處理技術成型壓電陶瓷的實例展示及其與壓電復合材料的關聯
采用數字光處理技術,我們成功制備了壓電陶瓷構件,并對其進行了詳細研究。同時,我們也探討了壓電復合材料在數字光處理成型過程中的潛在應用。
12. 熔化沉積技術(FDM)
熔化沉積成型技術主要使用熱塑性樹脂與陶瓷粉體的混合物作為原材料。其工藝包括將原材料加熱至略高于熔點的溫度,使其變為流體狀態。隨后,在計算機的精準控制下,流體被逐步擠出并沉積在底部的載體上,通過層層疊加的方式形成生坯,最終產品的精度可達到毫米級。
1.熔化沉積型梯度壓電陶瓷的截面照片
熔化沉積成型技術以其簡便的制作流程、成本節約以及設計靈活性著稱,同時其設備維護也相當簡單。然而,由于陶瓷材料的熔點普遍較高,直接采用FDM工藝進行成型往往不可行。因此,通常會將陶瓷顆粒與熱塑性材料混合,制成專為打印設計的絲材。這一應用方法在一定程度上限制了可使用的材料范圍。目前,采用FDM工藝來制備壓電陶瓷的研究仍相對較少。
13. 注射成型技術
注射成型工藝涉及將粉末與粘接劑按特定比例混合均勻,隨后以一定速度注入模腔內,形成坯體。經過脫脂和高溫燒結后,可得到致密的陶瓷產品。此技術不僅制作周期短、成品均勻,而且適合批量生產,操作也相當靈活。但值得注意的是,其成品中有機物含量相對較高,脫脂過程中可能產生開裂,影響致密性。
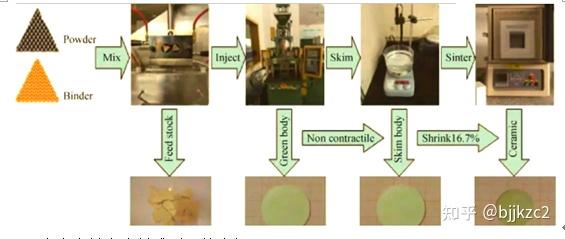
1.壓電陶瓷粉末注射成型工藝流程圖
當前,雖然注射成型技術在制備鉛基壓電復合材料及壓電陣列方面受到了廣泛關注,但該技術同樣適用于無鉛壓電陶瓷的制備。隨著技術的不斷進步,實現無鉛壓電陶瓷的大規模生產已成為可能。
14. 凝膠注模成型技術
凝膠注模成型技術,是在注漿成型和注射成型之后,新興起的一種凈尺寸成型工藝。它巧妙融合了高分子聚合物化學與流變學原理。具體來說,就是在高固相含量(體積分數達到50%以上)、低粘度(小于1Pa·s)的陶瓷漿料中,加入低濃度的有機單體和引發劑,然后進行澆注。在特定條件下,漿料中的有機單體將發生原位聚合反應,形成穩固的交聯網狀結構,促使漿料迅速原位凝固,進而實現陶瓷坯體的原位定形。經過脫模、干燥、排膠(以去除有機物)和燒結等后續步驟,即可獲得所需的陶瓷產品。
1.凝膠注模成型技術在陶資零部件制備中的應用
采用凝膠注模成型技術,可以輕松制備出具有復雜形狀的陶資零部件。該技術依賴于穩定、高固相含量和低粘度的陶瓷漿料,這是實現優異注凝成型效果的關鍵。高固相含量有助于減小坯體的干燥收縮率,從而降低變形風險;而低粘度則確保懸浮體在注模過程中能夠充分填充模具,同時也有利于排除包裹的氣體。穩定的漿料進一步保證了坯體呈現均勻的微觀結構,為最終獲得高性能產品奠定了基礎。
該技術的優點在于其出色的均勻性、高坯體強度、簡便的操作過程以及對機械加工的適應性,使得制備大型且結構復雜的壓電陶瓷成為可能。然而,該技術也存在一些挑戰,如自動化程度相對較低,以及干燥過程中的困難。
15. 小結
隨著科技的日新月異,壓電陶瓷的成型工藝日益豐富,且正朝著快速成型技術的方向發展。然而,這些工藝仍面臨諸多挑戰,例如在漿料制備中不可避免地需要加入粘結劑和分散劑等有機物,這往往導致脫脂時間延長、產品變形以及密度和強度降低等問題。因此,未來復雜結構陶瓷的成型工藝應致力于在滿足成型質量要求的同時,盡量減少有機物的使用,以實現更優的性能。此外,通過摻雜改性、織構優化以及復合材料的應用等手段,可以進一步增強陶瓷的壓電性能。
1.劉凱、孫策、史玉升等人探討了增材制造壓電陶瓷的當前狀態與未來展望,相關內容發表于《無機材料學》期刊。
2.曾文竹、陳燕、袁懋誕等人對復雜結構壓電陶瓷的制備工藝進行了全面綜述,文章刊登于《中國陶瓷》雜志。
3.晏伯武在《儀器儀表學報》上發表論文,研究了PZT壓電陶瓷的凝膠注模成型技術。
4.劉春林、秦帥、吳盾等人探索了水溶性脫脂粉末注射成型技術在制備PLZT壓電陶瓷方面的應用,并對其壓電性能進行了研究,相關成果發表于《硅酸鹽學報》。
5.謝睿在中南大學進行了精細結構PZT陶瓷陣列的新型凝膠注模成型研究。
 當前位置:
當前位置: